Datalloy 2
| Specialty - Datalloy 2 |
|
||||||||||||||
| Typical Analysis |
|
||||||||||||||
| Characteristics |
|
||||||||||||||
| Structure |
|
||||||||||||||
| Physical Properties |
|
||||||||||||||
| Fatigue Performance |
|
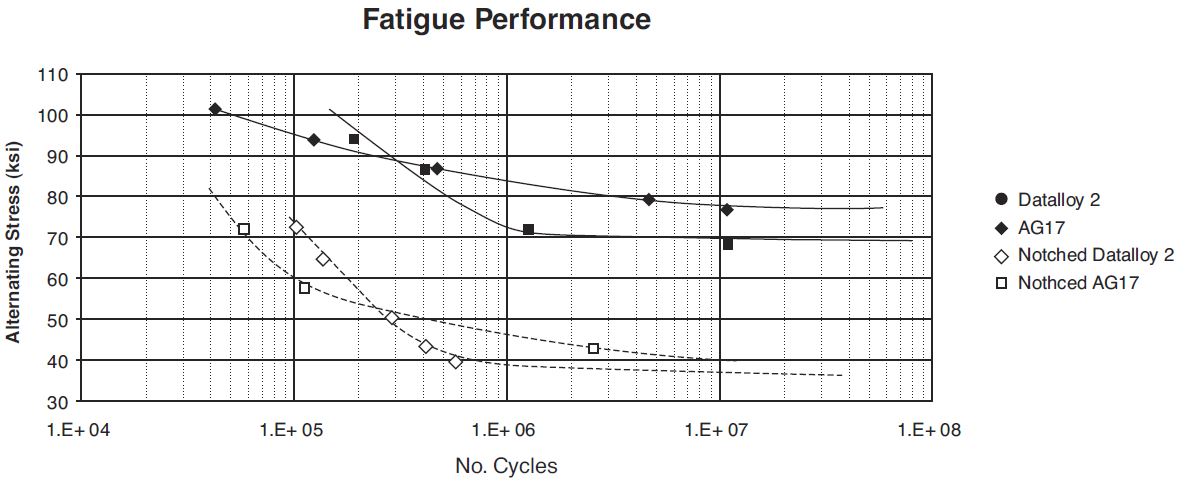
| Specialty –Datalloy 2 | Fatigue Performance |
| Material | 0.2% Proof Strength |
| Datalloy 2TM | 105 ksi |
| Staballoy AG17TM | 116 ksi |
| Specialty –Datalloy 2 |
Mechanical Properties
|
| Size | < 7 inches (Min-Typical) | > 7 inches (Min-Typical) |
| 0.2% Proof Stress (ksi) | 110-125 | 100-115 |
| UTS Stress (ksi) | 120-148 | 110-135 |
| Elongation (%) | 18-33 | 20-35 |
| Reduction of Area (%) | 45-70 | 50-72 |
| Longl. CVN at RT (J) | 60-170 | 60-190 |
| Hardness (HBN) | 285-321 | 269-302 |
| Specialty –Datalloy 2 |
Mechanical Properties
|
| Size | < 7 inches (Min-Typical) | > 7 inches (Min-Typical) |
| 0.2% Proof Stress (ksi) | 140-148 | 135-145 |
| UTS Stress (ksi) | 150-162 | 145-160 |
| Elongation (%) | 18-28 | 20-30 |
| Reduction of Area (%) | 45-68 | 50-70 |
| Longl. CVN at RT (J) | 60-130 | 60-150 |
| Hardness (HBN) | 302-350 | 203-304 |
| Specialty –Datalloy 2 |
Mechanical Properties
|
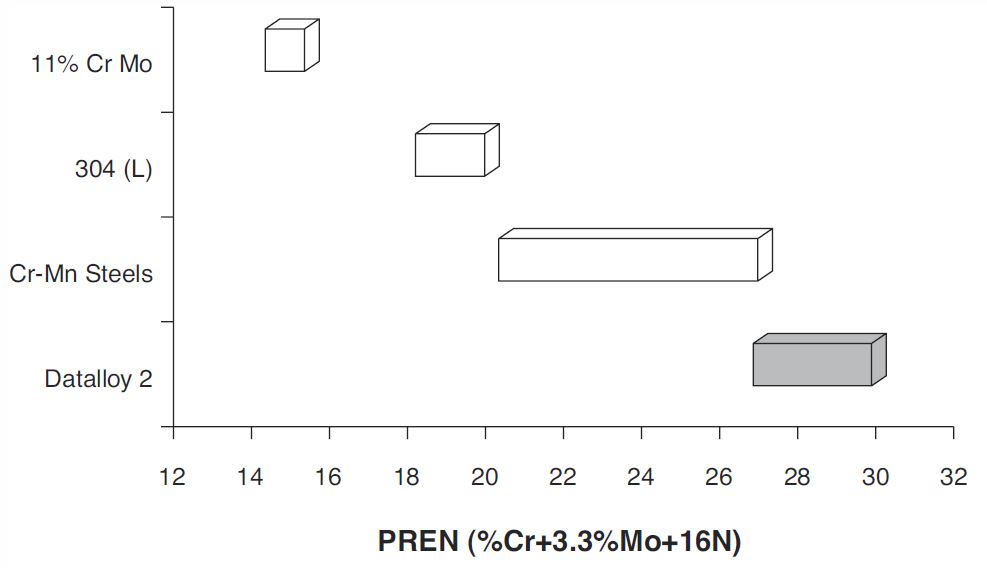
| Pitting Corrosion |
|
| Specialty –Datalloy 2 |
Mechanical Properties
|
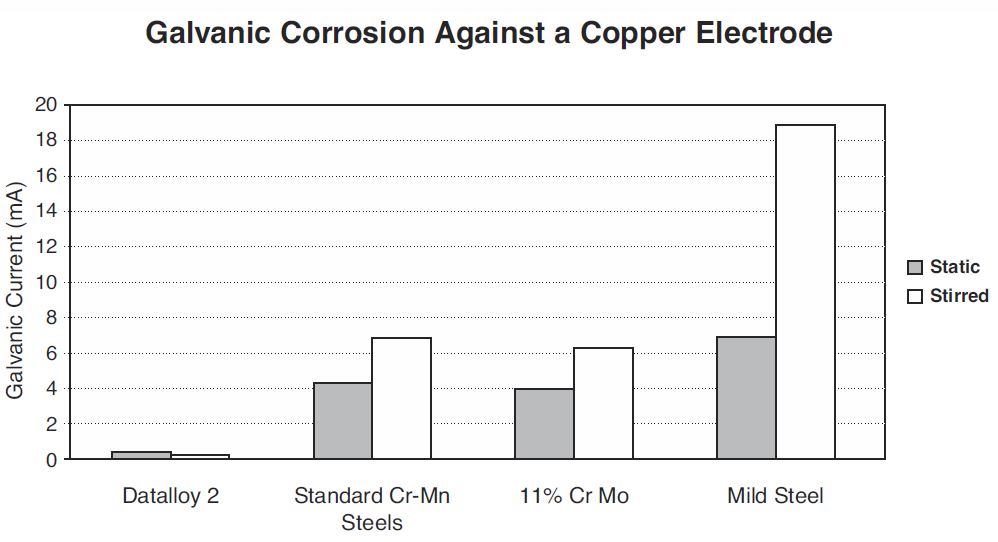
| Galvanic Corrosion |
|
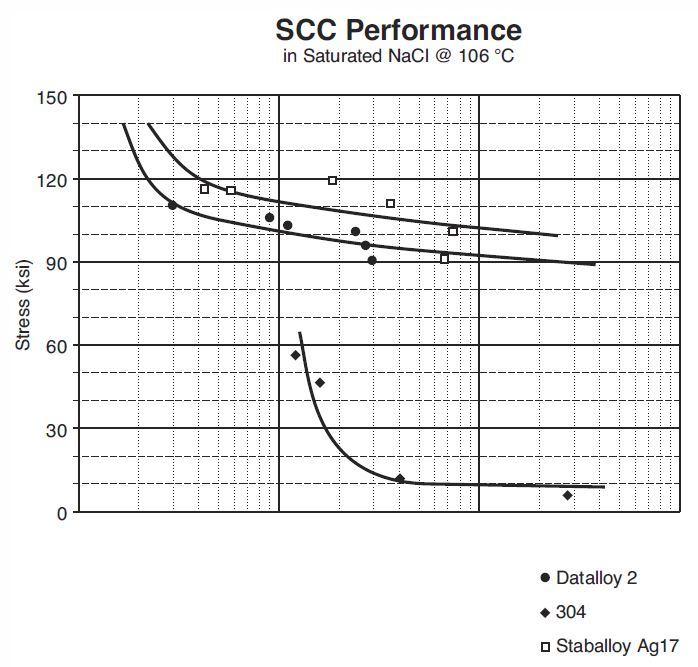
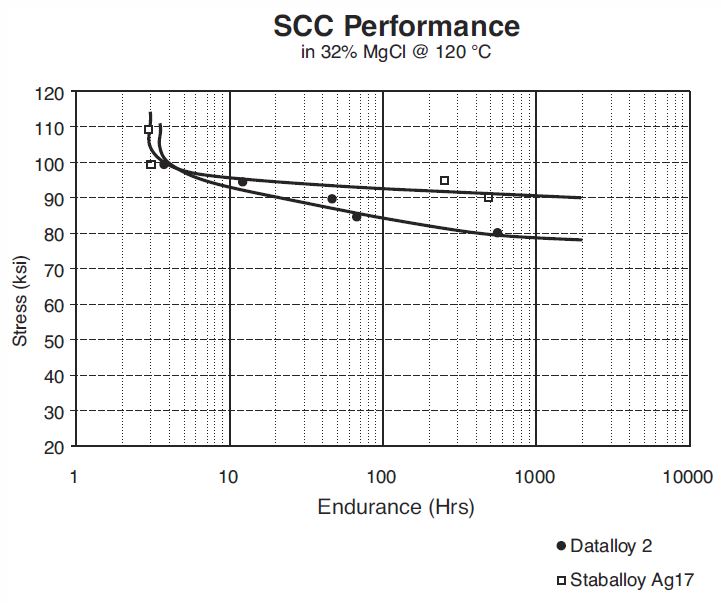
| Stress Corrosion Cracking |
|
| Specialty –Datalloy 2 | |
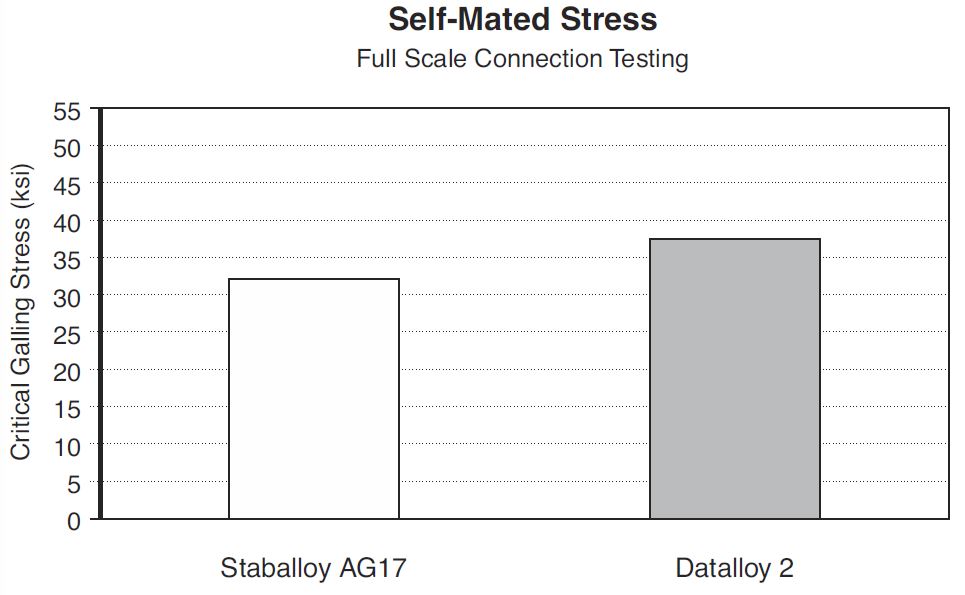
| Galling Resistance |
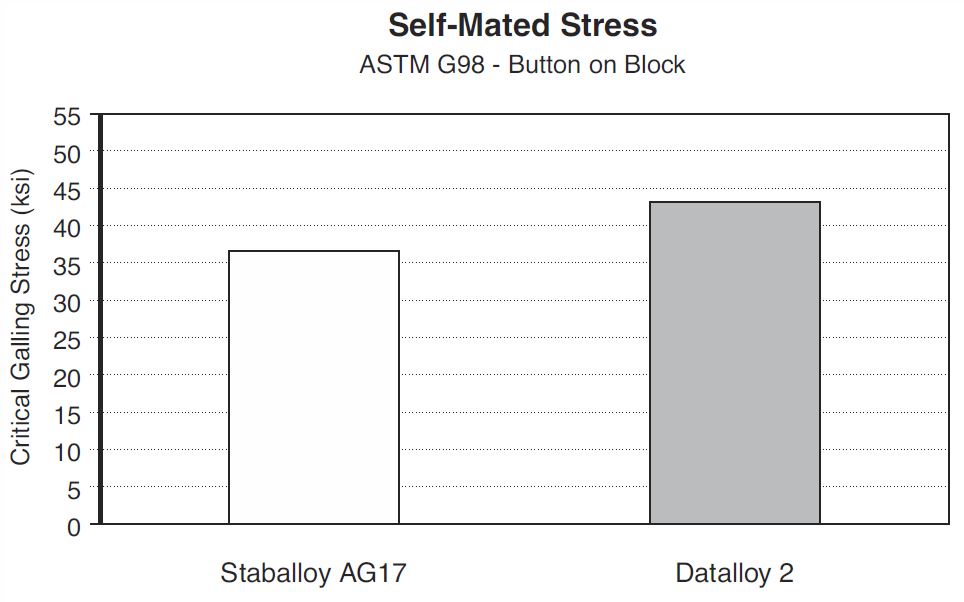
|
| Specialty –Datalloy 2 | |
| Galling Resistance |
|
| Quality Assurance |
|
| Supply Forms |
|
| Machinability |
|
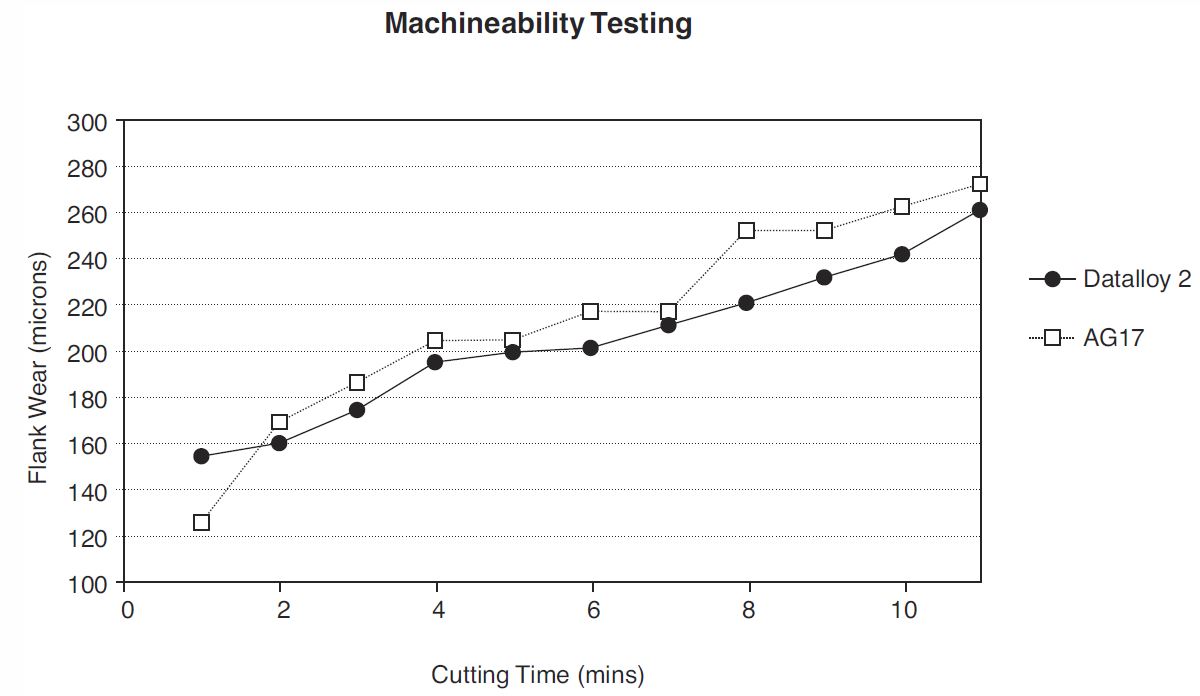
| Specialty –Datalloy 2 |
Machinability
|
| Operation | Tool Grade | Cutting Geometry |
Cutting Speed | Feed Rate |
| Rough Turning | GC415 GC435 |
QR QR |
400 ft/min 200 ft/min |
0.018-0.024 in/rev 0.018-0.024 in/rev |
| Self-Finish | GC415 GC435 |
QM QM |
200 ft/min 200 ft/min |
0.008-0.018 in/rev 0.008-0.018 in/rev |
| Milling & Drilling Using Inserts |
GCA GC235 |
145 and 190 145 and 190 |
300 ft/min 200 ft/min |
0.006-0.008 in/rev 0.006-0.008 in/rev |
For more information about our Products and Services, please Contact Us or view our Product Manual.